全国咨询热线
全国咨询热线

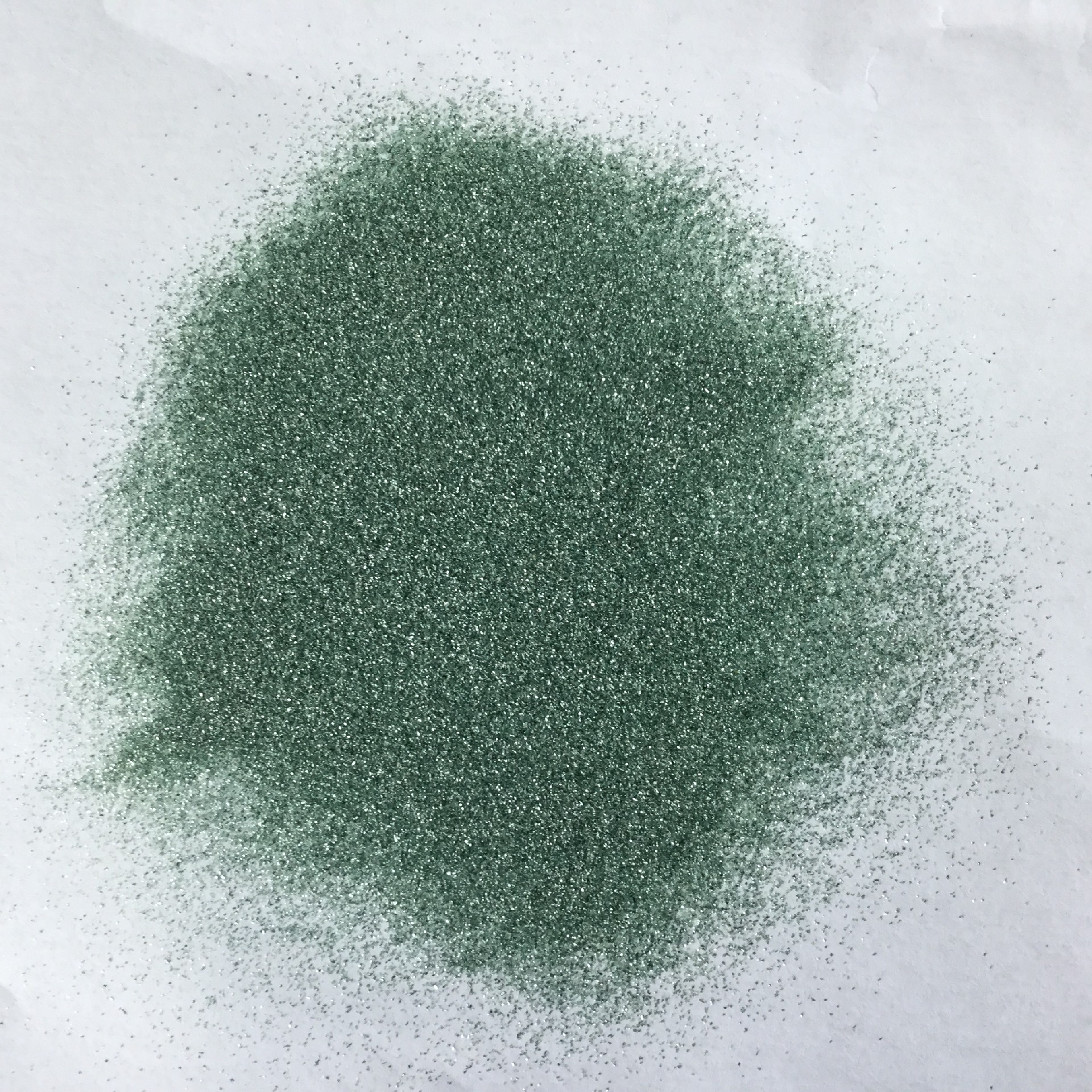
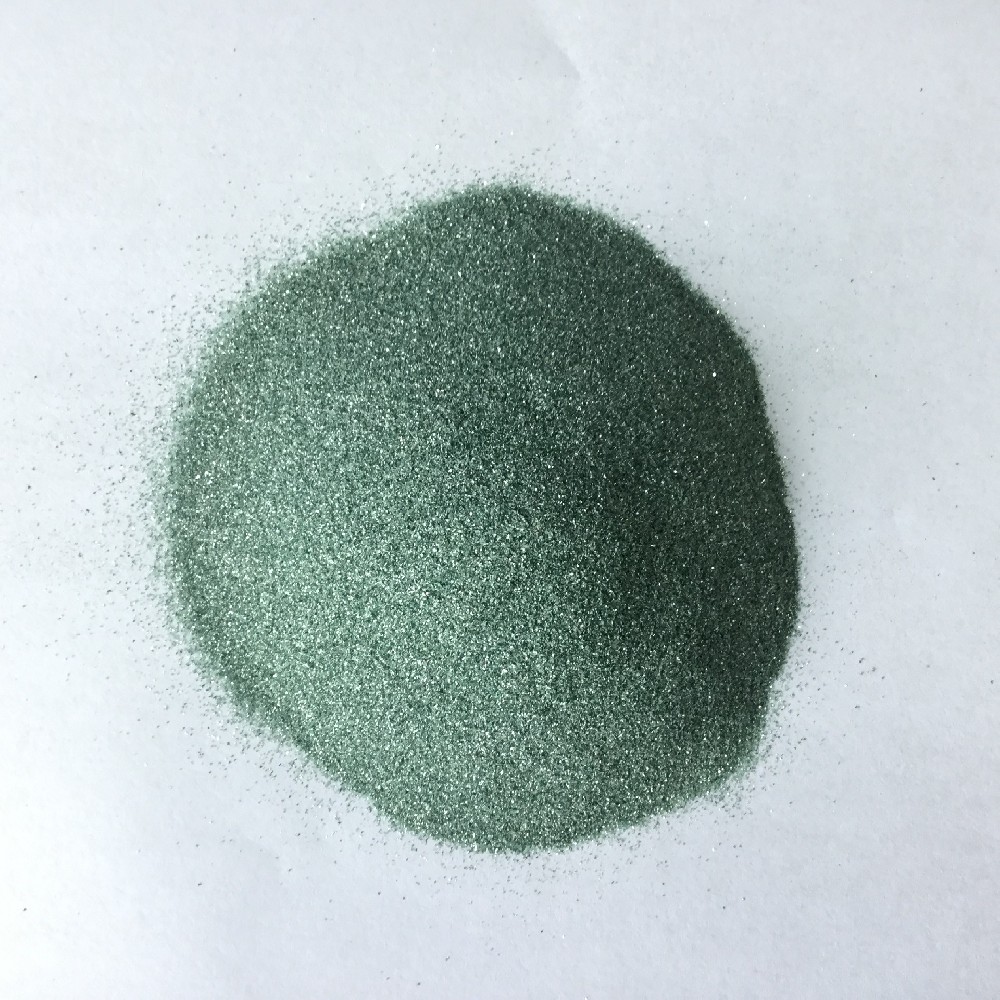
合金刀具刀口喷砂用180目 220目 绿碳化硅粒度砂
合金刀具刀口喷砂用180目 220目 绿碳化硅粒度砂用于合金刀具刀口喷砂处理的高性能绿碳化硅粒度砂,采用优质石油焦和石英砂为原料,经2200℃以上高温电熔冶炼、破碎、精密筛分等工艺制成。产品呈特征性绿色,碳化硅(SiC)含量高达98%以上,具有硬度高、棱角锋利、韧性好、粒度分布集中等特点,是硬质合金刀具、高速钢刀具、数控刀片等刀口喷砂处理的理想磨料。
| 规格 | 对应粒度号 | 主要筛网孔径(μm) | 特点 | 适用场景 |
|---|---|---|---|---|
| 180目 | #180 | 80-90 | 切削力强,粗糙度适中 | 粗加工刀具、涂层前粗化处理 |
| 220目 | #220 | 68-75 | 表面细腻,均匀性好 | 精加工刀具、镜面刀口预处理 |
绿碳化硅莫氏硬度高达9.2-9.5,仅次于金刚石,远高于棕刚玉。这一特性使其在喷砂过程中能够快速切削刀具表面,去除毛刺、氧化皮和加工痕迹,显著提升处理效率。对于硬质合金刀具(硬度约HRA86-93),绿碳化硅是理想的喷砂磨料选择。
绿碳化硅粒度砂呈不规则多棱角形状,棱角锋利,在高速喷射时能有效撞击刀具表面,形成均匀的微观粗糙面。这种粗糙面可显著增强后续涂层(如TiN、TiAlN、AlCrN等)与刀具基体的结合力,延长刀具使用寿命。180目适合要求较高结合力的涂层刀具,220目则适用于对表面光洁度要求更高的精加工刀具。
通过精密筛分工艺,本产品粒度分布范围窄,粗细颗粒比例控制严格。这意味着喷砂过程中冲击力均匀,刀具表面处理效果一致,不会出现局部过喷或欠喷现象,确保批量处理的稳定性和可重复性。
本产品碳化硅含量≥98%,Fe₂O₃杂质含量≤0.2%,在喷砂过程中不会对刀具表面造成金属离子污染。对于后续真空镀膜等对洁净度要求极高的工艺,这一特性尤为重要。
绿碳化硅粒度砂具有良好的韧性,在高速喷射过程中不易破碎,可多次循环使用,降低磨料消耗成本。
| 应用领域 | 具体用途 | 推荐规格 |
|---|---|---|
| 硬质合金刀具 | 数控刀片、铣刀、钻头喷砂去毛刺 | 180目、220目 |
| 高速钢刀具 | 丝锥、铰刀、齿轮刀具表面处理 | 180目 |
| 涂层刀具 | 涂层前粗化处理,提高结合力 | 180目 |
| 精密刀具 | 镜面刀口预处理,表面均匀化 | 220目 |
| 刀具修磨 | 重磨刀具二次喷砂处理 | 180目、220目 |
喷砂压力:建议控制在0.3-0.6MPa,根据刀具材质和硬度调整
喷射角度:建议45°-75°,确保均匀覆盖刀口表面
喷射距离:建议100-200mm,根据喷枪口径和压力优化
磨料循环:可循环使用3-5次,注意及时补充新砂以保持切削力
包装规格:25kg/袋,编织袋内衬防潮袋
储存条件:密封存放于干燥阴凉处,避免受潮结块
保质期:24个月(在未开封、储存条件适宜的情况下)
郑州市海旭磨料有限公司

微信二维码
微信号:ddhaixuCopyright © 1999-2024 郑州市海旭磨料有限公司 版权所有 豫ICP备16034965号
XML地图